CNC programozás.
A Computer Numerical Control (CNC) olyan szerszámgép, amely programozható mikroszámítógépet is tartalmaz, ami a vezérlését végzi. Megalkotását a kézi megmunkálás igen jelentős mellékidő szükséglete, azaz a termelékenység növekedése, valamint a nagyságrendekkel jobb ismétlési és pozicionálási pontossága tette szükségessé, mert az előkészítés (például berajzolás) és az egyes műveletek közötti szerszámváltás, fogásvétel, fokozatkapcsolás jelentős időt vesz igénybe, ami összemérhető a megmunkálás főidejével. A számítógépek alkalmazása lehetővé teszi az egyidejűleg több tengely mentén végzett és nem egyenes menti mozgásokat is, ami kézzel lehetetlen. Vezérlését alapvetően a beépített mikroszámítógép programozása, működését a felépítmény, azaz a vezérelt gép és az alkalmazott technológia határozza meg. CNC programozás
CNC programozás
A CNC gépeket 2 és 2,5 tengely esetén lehet egyszerűbb geometriai alakzat esetén gazdaságosan kézzel programozni. A 3 vagy 3+ tengely eserén kizárólga CAD – CAM programok felhasználásával valósítható meg a programozás. CNC programozás
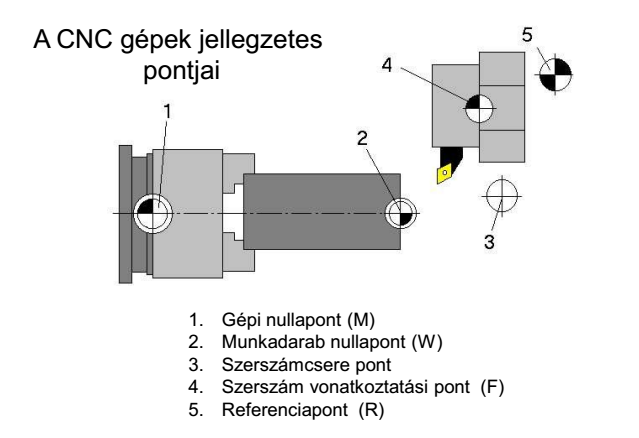
CNC programozás – eszterga jellegzetes pontjai
A CNC eszterga (marógépnek is) jellegzetes pontjai vannak melyet a programozásnál, a munkadarab elhelyezésénél figyelembe kell venni. CNC programozás
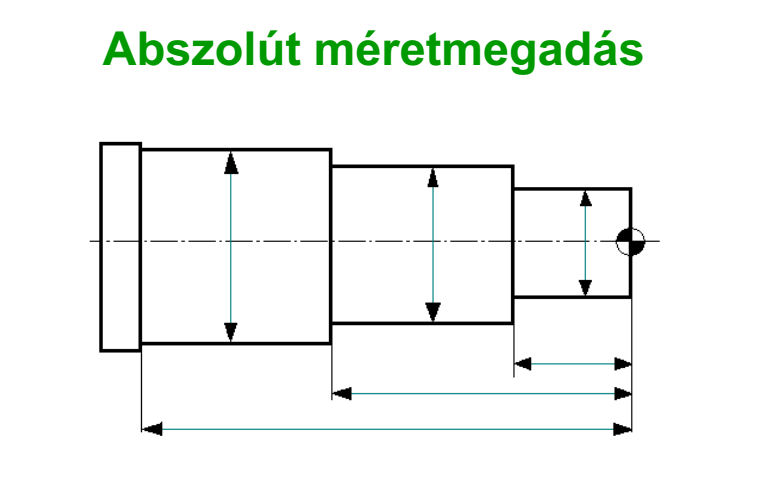
Abszolút méretmegadás
A CNC programozásnál a munkadarab nulla pontjához javasolt megadni az összes méretet, amit abszolút méretmegadásnak neveznek. Ilyenkor mindig lehet tudni, hogy a nulla ponthoz képest mekkora a távolság a relatív méret megadáshoz képest, mely mindig az előző megmunkálási ponthoz van értelmezve. CNC programozás
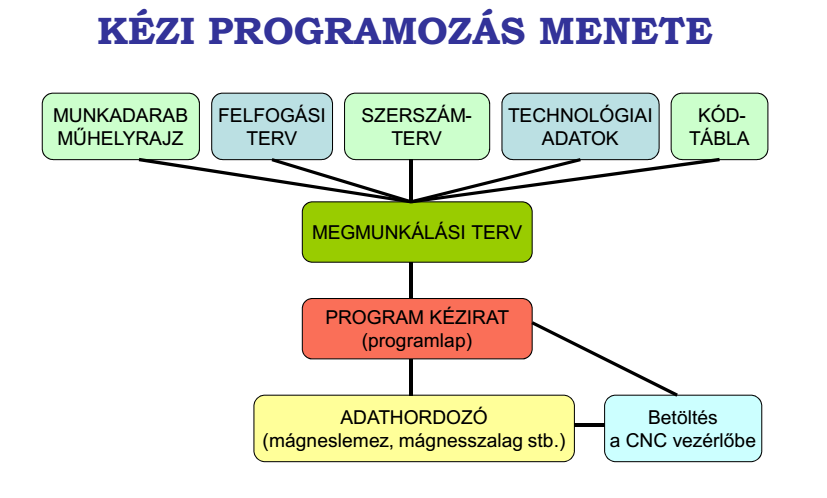
A kézi programozás az un. ISO G kódban történik. Minden sorban kell lenni egy vagy tobb párhozamos végrehajtható utasításnak, tengely méreteknek, beállításoknak, stb. A program szintaktikája nagyon egyszerű, jellemzően egy irányba haladó, ritkán alprogramot (ciklust) használ a megmunkálás amit a hagyományos gyártás technológia alapján részerke kell bontani (nagyolás, simítás, menet készítés, stb.). CNC programozás
| G00 | Fanuc 16i/160i, 18i/180i | Positioning |
| G01 | Fanuc 16i/160i, 18i/180i | Linear interpolation |
| G02 | Fanuc 16i/160i, 18i/180i | Circular interpolation/Helical interpolation CW |
| G03 | Fanuc 16i/160i, 18i/180i | Circular interpolation/Helical interpolation CCW |
| G02.2, G03.2 | Fanuc 16i/160i, 18i/180i | Involute interpolation |
| G02.3, G03.3 | Fanuc 16i/160i, 18i/180i | Exponential function interpolation |
| G02.4, G03.4 | Fanuc 16i/160i, 18i/180i | Three-dimensional circular interpolation |
| G04 | Fanuc 16i/160i, 18i/180i | Dwell, Exact stop |
| G05 | Fanuc 16i/160i, 18i/180i | High speed cycle machining |
| G05.1 | Fanuc 16i/160i, 18i/180i | Al contour/ Al nano contour/ Smooth interpolation |
| G05.4 | Fanuc 16i/160i, 18i/180i | HRV3 on/off |
| G06.2 | Fanuc 16i/160i, 18i/180i | NURBS interpolation |
| G07 | Fanuc 16i/160i, 18i/180i | Hypothetical axis interpolation |
| G07.1 (G107) | Fanuc 16i/160i, 18i/180i | Cylindrical interpolation |
| G08 | Fanuc 16i/160i, 18i/180i | Advanced prevew control |
| G09 | Fanuc 16i/160i, 18i/180i | Exact stop |
| G10 | Fanuc 16i/160i, 18i/180i | Programmable data input |
| G10.6 | Fanuc 16i/160i, 18i/180i | Tool retract and return |
| G11 | Fanuc 16i/160i, 18i/180i | Programmable data input mode cancel |
| G12.1 | Fanuc 16i/160i, 18i/180i | Polar coordinate interpolation mode |
| G13.1 | Fanuc 16i/160i, 18i/180i | Polar coordinate interpolation cancel mode |
| G15 | Fanuc 16i/160i, 18i/180i | Polar coordinates command mode |
| G16 | Fanuc 16i/160i, 18i/180i | Polar coordinates command |
| G17 | Fanuc 16i/160i, 18i/180i | XpYP plane selection |
| G18 | Fanuc 16i/160i, 18i/180i | ZpXp plane selection |
| G19 | Fanuc 16i/160i, 18i/180i | YpZp plane selection |
| G20 | Fanuc 16i/160i, 18i/180i | Input in inch |
| G21 | Fanuc 16i/160i, 18i/180i | Input in mm |
| G22 | Fanuc 16i/160i, 18i/180i | Stored stroke check function on |
| G23 | Fanuc 16i/160i, 18i/180i | Stored stroke check function off |
| G25 | Fanuc 16i/160i, 18i/180i | Spindle speed fluctuation detection off |
| G26 | Fanuc 16i/160i, 18i/180i | Spindle speed fluctuation detection on |
| G27 | Fanuc 16i/160i, 18i/180i | Reference position return check |
| G28 | Fanuc 16i/160i, 18i/180i | Automatic return to reference position |
| G29 | Fanuc 16i/160i, 18i/180i | Automatic return from reference position |
| G30 | Fanuc 16i/160i, 18i/180i | 2nd, 3rd and 4th reference position return |
| G30.1 | Fanuc 16i/160i, 18i/180i | Floating reference point return |
| G31 | Fanuc 16i/160i, 18i/180i | Skip function |
| G31.8 | Fanuc 16i/160i, 18i/180i | EGB skip function |
| G31.9 | Fanuc 16i/160i, 18i/180i | Continuous high-speed skip function |
| G33 | Fanuc 16i/160i, 18i/180i | Thread cutting |
| G37 | Fanuc 16i/160i, 18i/180i | Automatic tool length measurment |
| G39 | Fanuc 16i/160i, 18i/180i | Corner offset circular interpolation |
| G40 | Fanuc 16i/160i, 18i/180i | Cutter compensation cancel/ three-dimensional tool compensation cancel |
| G41 | Fanuc 16i/160i, 18i/180i | Cutter compensation left/ three-dimensional tool compensation |
| G41.2 | Fanuc 16i/160i, 18i/180i | Three-dimensional cutter compensation (Tool side compensation) left side |
| G41.3 | Fanuc 16i/160i, 18i/180i | Three-dimensional cutter compensation (Leading edge offset) |
| G42 | Fanuc 16i/160i, 18i/180i | Cutter compensation right |
| G42.2 | Fanuc 16i/160i, 18i/180i | Three-dimensional cutter compensation (Tool side compensation) right side |
| G40.1 (G150) | Fanuc 16i/160i, 18i/180i | Normal direction control cancel mode |
| G41.1 (G151) | Fanuc 16i/160i, 18i/180i | Normal direction control left side on |
| G42.1 (G152) | Fanuc 16i/160i, 18i/180i | Normal direction control right side on |
| G43 | Fanuc 16i/160i, 18i/180i | Tool length compensation + direction |
| G44 | Fanuc 16i/160i, 18i/180i | Tool length compensation – direction |
| G45 | Fanuc 16i/160i, 18i/180i | Tool offset increase |
| G46 | Fanuc 16i/160i, 18i/180i | Tool offset decrease |
| G47 | Fanuc 16i/160i, 18i/180i | Tool offset double increase |
| G48 | Fanuc 16i/160i, 18i/180i | Tool offset double decrease |
| G49 | Fanuc 16i/160i, 18i/180i | Tool length compensation cancel |
| G50 | Fanuc 16i/160i, 18i/180i | Scaling cancel |
| G51 | Fanuc 16i/160i, 18i/180i | Scaling |
| G50.1 | Fanuc 16i/160i, 18i/180i | Programmable mirror image cancel |
| G51.1 | Fanuc 16i/160i, 18i/180i | Programmable mirror image |
| G52 | Fanuc 16i/160i, 18i/180i | Local coordinate system setting |
| G53 | Fanuc 16i/160i, 18i/180i | Machine coordinate system setting |
| G54 | Fanuc 16i/160i, 18i/180i | Workpice coordinate system 1 selection |
| G54.1 | Fanuc 16i/160i, 18i/180i | Additional workpiece coordinate system selection |
| G54.2 | Fanuc 16i/160i, 18i/180i | Rotary table dynamic fixture offset |
| G55 | Fanuc 16i/160i, 18i/180i | Workpice coordinate system 2 selection |
| G56 | Fanuc 16i/160i, 18i/180i | Workpice coordinate system 3 selection |
| G57 | Fanuc 16i/160i, 18i/180i | Workpice coordinate system 4 selection |
| G58 | Fanuc 16i/160i, 18i/180i | Workpice coordinate system 5 selection |
| G59 | Fanuc 16i/160i, 18i/180i | Workpice coordinate system 6 selection |
| G60 | Fanuc 16i/160i, 18i/180i | Single direction positioning |
| G61 | Fanuc 16i/160i, 18i/180i | Exact stop mode |
| G62 | Fanuc 16i/160i, 18i/180i | Automatic corner override |
| G63 | Fanuc 16i/160i, 18i/180i | Tapping mode |
| G64 | Fanuc 16i/160i, 18i/180i | Cutting mode |
| G65 | Fanuc 16i/160i, 18i/180i | Macro call |
| G66 | Fanuc 16i/160i, 18i/180i | Macro modal call |
| G67 | Fanuc 16i/160i, 18i/180i | Macro modal call cancel |
| G68 | Fanuc 16i/160i, 18i/180i | Coordinate rotation/ three-dimensional coordinate conversion |
| G69 | Fanuc 16i/160i, 18i/180i | Coordinate rotation cancel/ three-dimensional coordinate conversion cancel |
| G72.1 | Fanuc 16i/160i, 18i/180i | Rotation copy |
| G72.2 | Fanuc 16i/160i, 18i/180i | Linear copy |
| G73 | Fanuc 16i/160i, 18i/180i | Peck drilling cycle |
| G74 | Fanuc 16i/160i, 18i/180i | Counter tapping cycle |
| G75 | Fanuc 16i/160i, 18i/180i | Plunge grinding cycle (for grinding machine) |
| G76 | Fanuc 16i/160i, 18i/180i | Fine boring cycle |
| G77 | Fanuc 16i/160i, 18i/180i | Direct constant-dimension plunge grinding cycle (for grinding machine) |
| G78 | Fanuc 16i/160i, 18i/180i | Continuous-feed surface grinding cycle (for grinding machine) |
| G79 | Fanuc 16i/160i, 18i/180i | Intermittent-feed surface grinding cycle (for grinding machine) |
| G80 | Fanuc 16i/160i, 18i/180i | Canned cycle cancel/ external operation function cancel |
| G80.5 | Fanuc 16i/160i, 18i/180i | Synchronization start of electronic gear box (EGB) (for two axes programming) |
| G81 | Fanuc 16i/160i, 18i/180i | Drilling cycle, spot boring cycle or external operation function |
| G81.1 | Fanuc 16i/160i, 18i/180i | Chopping function |
| G81.5 | Fanuc 16i/160i, 18i/180i | Synchronization start of electronic gear box (EGB) (for two axes programming) |
| G82 | Fanuc 16i/160i, 18i/180i | Drilling cycle or counter boring cycle |
| G83 | Fanuc 16i/160i, 18i/180i | Peck drilling cycle |
| G84 | Fanuc 16i/160i, 18i/180i | Tapping cycle |
| G85 | Fanuc 16i/160i, 18i/180i | Boring cycle |
| G86 | Fanuc 16i/160i, 18i/180i | Boring cycle |
| G87 | Fanuc 16i/160i, 18i/180i | Back boring cycle |
| G88 | Fanuc 16i/160i, 18i/180i | Boring cycle |
| G89 | Fanuc 16i/160i, 18i/180i | Boring cycle |
| G90 | Fanuc 16i/160i, 18i/180i | Absolute command |
| G91 | Fanuc 16i/160i, 18i/180i | Increment command |
| G92 | Fanuc 16i/160i, 18i/180i | Setting for work coordinate system or clamp at maximum spindle speed |
| G92.1 | Fanuc 16i/160i, 18i/180i | Workpiece coordinate system preset |
| G94 | Fanuc 16i/160i, 18i/180i | Feed per minute |
| G95 | Fanuc 16i/160i, 18i/180i | Feed per rotation |
| G96 | Fanuc 16i/160i, 18i/180i | Constant surface speed control |
| G97 | Fanuc 16i/160i, 18i/180i | Constant surface speed control cancel |
| G98 | Fanuc 16i/160i, 18i/180i | Return to initial point in canned cycle |
| G99 | Fanuc 16i/160i, 18i/180i | Return to R point in canned cycle |
| G160 | Fanuc 16i/160i, 18i/180i | In-feed control function cancel (for grinding machine) |
| G161 | Fanuc 16i/160i, 18i/180i | In-feed control function (for grinding machine) |
Üzenet küldés: ITT